
起重机主梁智能制造路径分析
国家科技支撑计划—“面向工程机械大型结构件的机器人焊接生产线关键技术研究与应用示范”的研究目标为:面向大中型、超大型和特大型工程机械大型结构件的焊接作业需求,突破机器人智能焊接工艺与控制、焊接质量在线检验与智能化故障诊断、焊接生产线信息化管理与智能调度等关键技术,研发以焊接机器人、控制系统、软件为主配套的工程机械大型结构件机器人焊接生产线智能控制、检测与调度综合应用平台,以起重机主梁的焊接为对象,实现集成 30 台以上焊接机器人的起重机大型结构件焊接生产线的工程示范应用,建成世界上第一条起重机大型结构件机器人自动化焊接生产线,主要技术性能指标达到国际先进水平。
起重机大型结构件机器人自动化焊接生产线的关键技术有:
1)采用机器人自主规划、视觉伺服、图像识别、柔性单元多机协调控制等技术,研究适应于主梁的机器人智能焊接工艺与控制方法,解决主梁焊接区域焊缝长、焊接形式多样等问题;
2)采用视觉传感和智能控制等技术,研究适应于工程机械大型结构件的焊缝质量在线检测和焊接参数优化调整方法,解决主梁焊接质量难以控制等难点,实现焊缝质量从结果检测到过程控制的转变;
3)提出基于智能计算方法的主梁焊接生产线高效调度优化方法和多工位物料精准配送控制方法,以提升主梁焊接生产效率;
4)以焊接工艺信息实时监控为基础,提出主梁机器人焊接生产线的焊接质量全程追溯方法,开发具有多传感控制功能的机器人焊接生产线监控软件平台,达到焊接生产过程自动化、焊接质量监控可视化、生产信息管理智能化的目标。
1 现有的生产方式
如图 1 所示,主梁腹板上均有防止变形和增大刚性的纵向角钢,筋板根据结构需要有大筋板和小筋板两种。其中,主梁腹板厚度为 6 ~ 8主梁盖板厚度为 6 ~ 24主梁腹板高度≤ 1 600主梁跨度≤ 28 500(主梁外形长度比主梁跨度长;差值不超过 1 000);主梁筋板宽度≥ 340(筋板宽度为340、390的主梁腹板无角钢,筋板宽度 440及以上的主梁腹板有角钢,角钢尺寸为 75×50×5)。
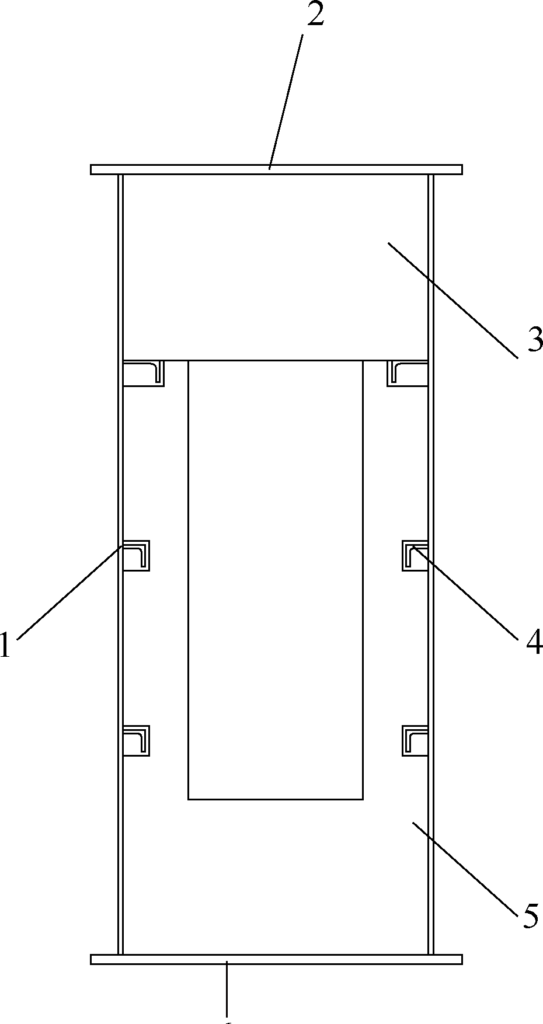

1. 腹板 2. 上盖板 3. 小筋板 4. 角钢5. 大筋板 6. 下盖板
图 1 主梁截面示意图
现有主梁制作主要依靠人工操作、手工焊接与半自动焊接来完成。制作流程:盖板的组对焊接、角钢与腹板组对焊接、筋板与上盖板组对焊接、腹板与盖板及筋板组对、π 形梁内缝焊接、π 形梁与下盖板组对、抽头制作、主梁四条外缝焊接、检验,桥架组装工序。
这种人工生产方式是最传统的生产方式。工人劳动强度大(每天需要工作 14 h),生产效率偏低(生产周期为 45 d),无法充分保证焊接质量(焊接不合格率达到 30%);而且焊接车间的实时控制能力较弱,易受设备故障、物流不同步等因素的影响,导致在制品库存积压偏高(库存积压资金 4.2 亿元)、资金周转率偏低(仅为3)、管理成本过高(达到 400 万 /a)、停工待料时间过长(平均达到 3 h/d)、采购提前期需要大幅提前(一般为 4 d)。
2 主梁生产线的要求
(1)主梁组成构件的下料精度
主梁由盖板、大小筋板、腹板、角钢等构件组成,各构件的下料工艺要求有所不同。盖板采用半自动火焰切割下料,盖板宽度偏差≤ 2 mm,每 10 000 mm 长的盖板下料产生的水平旁弯≤ 5 mm。大小筋板采用等离子数控整体下料,尺寸偏差≤ 1 mm,垂直偏差≤H /1000(H 为大筋板高度 ),平面度≤ 2 mm(平面度超差可采用矫平机进行矫正),筋板形式如图 2 所示。腹板利用卷板开卷校平后采用等离子数控整体下料,无接长焊缝,保证同一根主梁两块腹板拱度的一致性,腹板下料后带有拱度,如图 3 所示。角钢(纵向筋)为外购件成品,无需下料工艺要求。
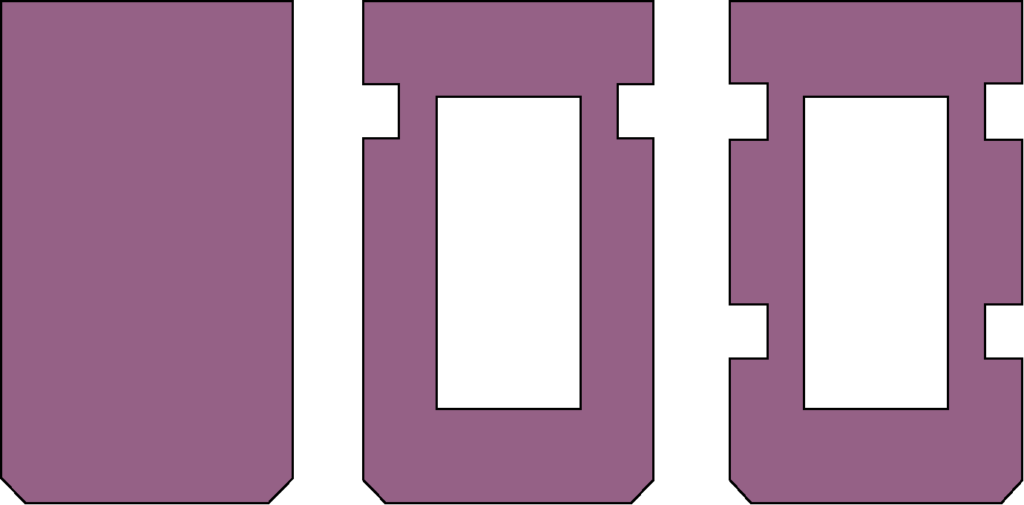
图 2 主梁纵向筋板外形图
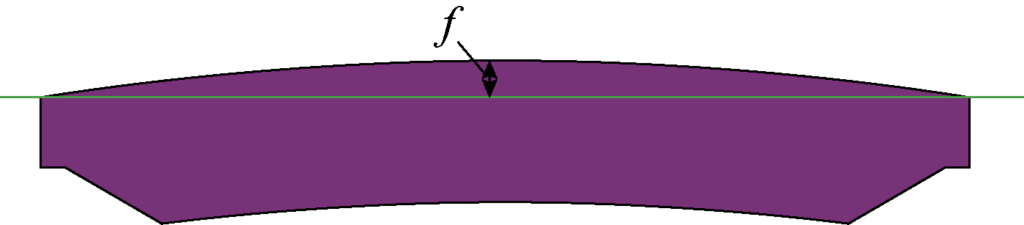
图 3 腹板外形图
主梁生产的主要工序及其顺序为:筋板与上盖板组对焊接、腹板与盖板及筋板组对、π 形梁内缝焊接、π 形梁与下盖板组对、主梁四条外缝焊接。主梁生产的辅助工序为:盖板的组对焊接、角钢与腹板组对焊接;主梁生产的主要工序和辅助工序合计 7 个任务,分别有7 个工位来一一完成。
(3)生产线各工位技术要求
1)盖板拼焊工位
盖板采用辊道传输至该工位,采用水冷紫铜单面焊双面成形工艺,机器人焊接。盖板接头正式焊接前需增加引弧板与收弧板(见图 4)。引、收弧板采用机械压紧的形式与盖板进行组对。盖板拼接完成后转运至缓存区,超声波探伤检验合格后,另一台机器人打磨腹板位置线处的焊缝余高。
盖板接头正式焊接前需增加引弧板与收弧板。引、收弧板可采用焊接或机械压紧的形式与盖板进行组对。

图 4 盖板焊接引弧板
2)腹板与角钢组焊工位
腹板采用辊道运输到该工位;角钢采用智能起重机搬运到腹板上,腹板在下料时划出角钢的焊接位置曲线;角钢在腹板上的起点焊缝由人工焊接完成,后续角钢与腹板组对焊接由机械按照腹板拱度仿形自动完成(见图5)。角钢与腹板的焊接采用先组对、后焊接的工艺顺序。腹板与角钢组焊完成后转运至缓存区临时存放。
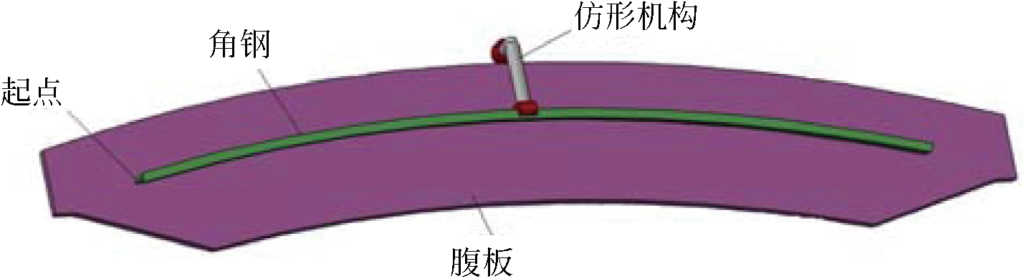
图 5 角钢拱度的形成
3)筋板与上盖板组焊工位
上盖板通过辊道、RGV 转运至工作台上,智能起重机将筋板料筐吊运至筋板焊接机器人料台上。焊接机器人抓取、调正筋板后定位,焊接机器人焊接(见图 6),上盖板与筋板组焊完成后转运至下个工位。
4)腹板与上盖板及筋板组对工位
由于主梁要求有一定拱度,故已焊好筋板的盖板通过辊道运到该工位后,辊道的升降机构可调整各辊轮的高低位置以形成主梁的拱度。
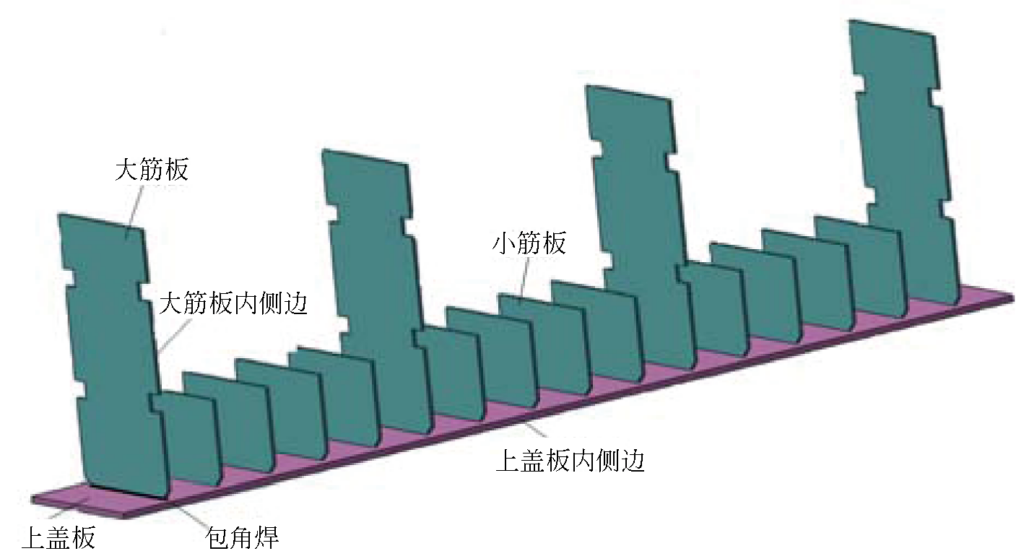
图 6 横向筋板组对
已焊接好纵向角钢的腹板通过辊道、RGV 运输到该工位,腹板分布在盖板两侧。将盖板两侧的翻转装置翻转腹板 90°,使腹板与盖板组合成图 7 所示形式。
扶正机器人与龙门压紧工装、焊接机器协同工作完成大筋板与腹板的点焊工作,焊接机器人独自完成小筋板与腹板的点焊工作。点焊好的 π 形梁(由上盖板、筋板和腹板组成的开口梁)对通过辊道转运至下个工位。
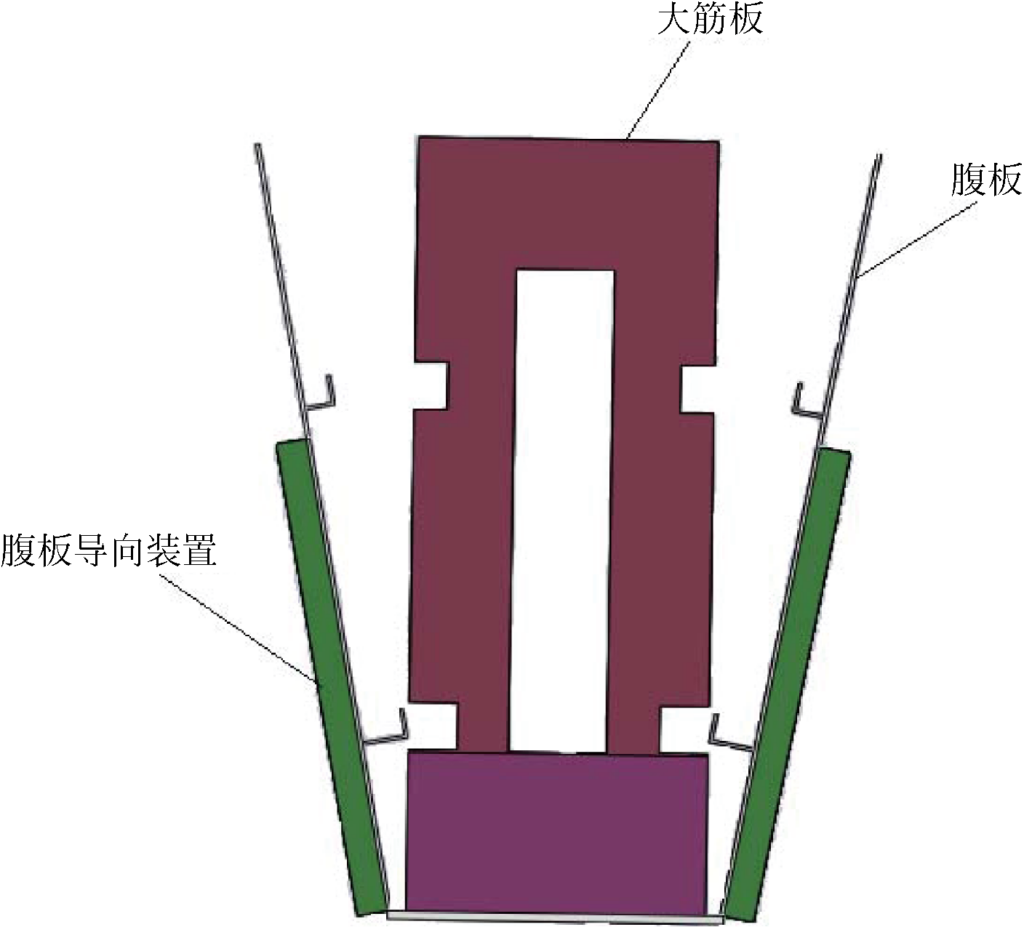
图 7 腹板组对示意图
5)π 形梁内缝焊接工位
点焊好的 π 形梁通过辊道运至该工位。翻转工装与焊接机器人协同工作焊接各筋板,π 形梁内腔如图 8所示。焊接完内缝的 π 形梁通过本工位的翻转装置,将 π 形梁翻转至开口朝下位置。π 形梁内缝焊接完成后转运至下个工位。
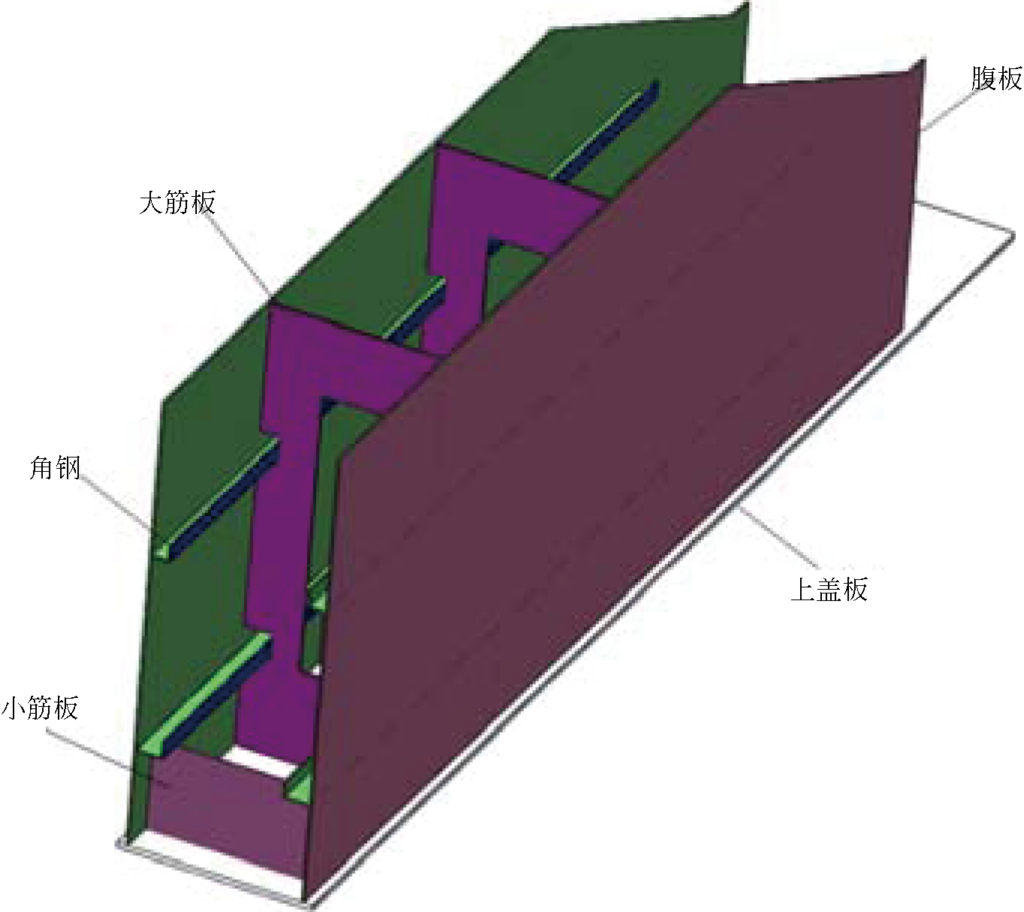
图 8 π 形梁内腔示意图
6)π 形梁与下盖板组对工位
通过辊道将 π 形梁、下盖板运至该工位。下盖板通过 RGV 与 π 形梁组对,机器人点焊大筋板与下盖板的最近处。由于 π 形梁的腹板在大筋板之间因焊接产生收缩变形,腹板向内凹陷,需进行校正处理,如图 9所示。可移动的吸附装置与焊接机器人协同工作点焊被吸附拉伸到正确位置的腹板。主梁抽头采用液压装置与加热装置协同工作,将加热后的下盖板与腹板头部贴合,焊接机器人点焊固定,然后通过辊道运输至下一工位。
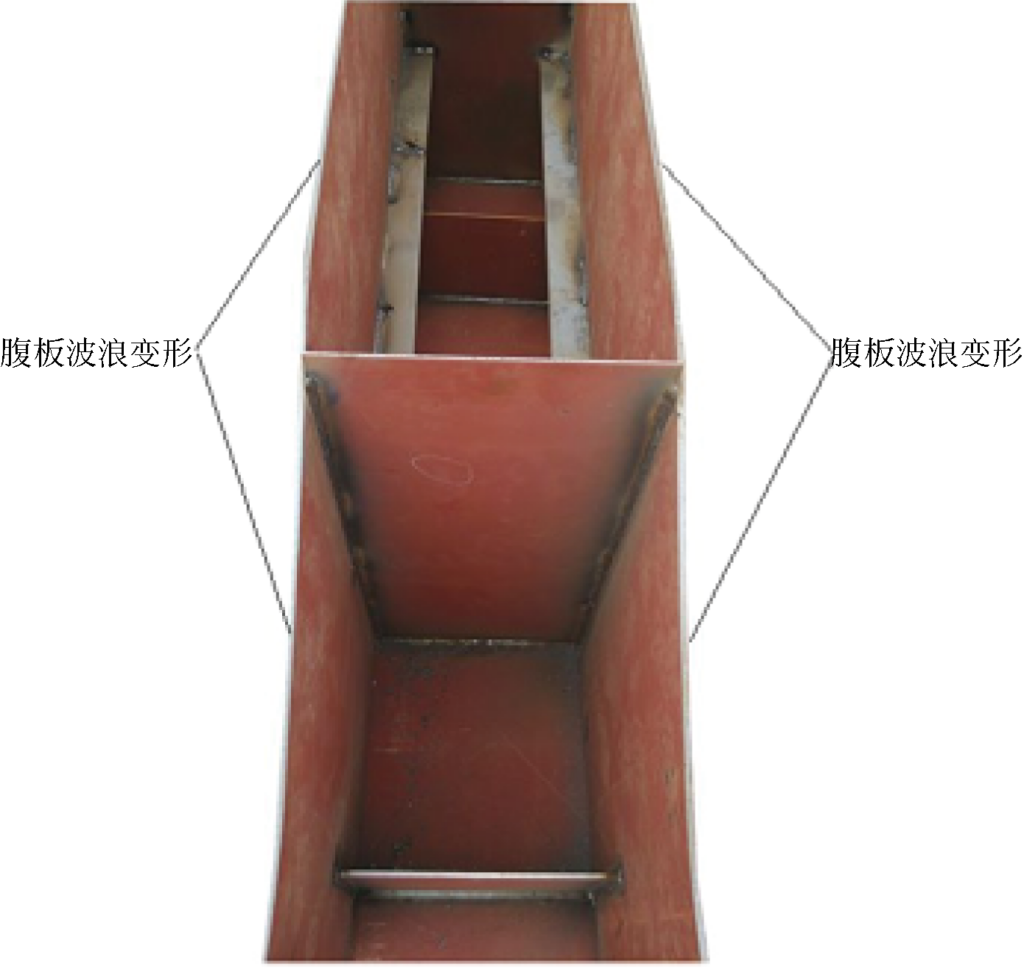
图 9 腹板波浪变形示意图
7)主梁四条外缝焊接工位
翻转工装与焊接机器人协同工作,从主梁跨中向两端焊接主梁的四条主焊缝。主梁四条外缝焊接完成后,智能起重机将主梁转运至缓存区域,待主梁冷却后对主梁各项参数检测,检测合格后的主梁吊离生产线。
3 技术难点及需要解决的问题
(1)技术难点
1)主梁尺寸大 室内起重机主梁跨度小的在 10 m左右,跨度大的在 30 m 左右,制造难度较大。
2)单件、小批量定单式生产 由于是定单生产,生产周期较短,最大批量为 10 台左右,亦即生产线上有多种不同规格的主梁在同时流动,对生产线的智能化程度要求就高。
如前所述,一个是起重机主梁固有需要,不可改变;另一个则是行业特点,亦无法改变。然而,随着认识的不断提高,尤其是产业集中度的不断增加,起重机标准化程度大幅提升后,用户在采购起重机只提功能需求时,才可解决批量小、定单生产的问题。
(2)需要解决的问题
1)无论是组成主梁的盖板、腹板、纵向角钢,还是半成品的 π 形梁,均为柔性体,这使主梁制造过程的每一个工序都困难重重,吊运困难、定位困难、翻转困难、装配困难、焊接困难等。
2)主梁端部制作困难,下盖板需经过 2 次折弯与腹板贴合。当下盖板板厚小于 14 mm 时,在生产线上通过火焰(或电磁)加热、液压压紧的方式可与腹板贴合。当下盖板的板厚大于 14 mm 时,无论采用哪种方式,因为腹板板厚仅有 6 mm 稳定性差,故很难贴合,还影响生产线的效率、节拍。
3)起重机有(0.9 ~ 1.4)S/1 000 的上拱度。按照中国的制造标准,无论何种起重机,其主梁在出厂前必需有(0.9 ~ 1.4)S/1 000 的上拱度。为此,腹板在下料时就已经预制了上拱,但在腹板与盖板焊接时,要解决好盖板与腹板紧密贴合的技术难题。
4)焊接后的变形。只要有焊接就会有变形,盖板的拼接焊、纵向角钢与腹板焊接等的变形可通过反变形措施来消除,但大隔板与盖板的焊接变形无法消除。当腹板与盖板组对形成 π 形梁时,因隔板变形而使腹板上的纵向角钢无法进入到隔板的豁口内,需要人工进行干预。在 π形梁内缝焊接完成后,腹板在 2 块大隔板间均向内收缩,当下盖板与腹板焊接时,必须以外力将腹板内凹部分拉到下盖板合适的位置,以控制腹板在长度方向的波浪度。
5)尺寸精度低。组成主梁的各构件的制造精度低,手工制作主梁时,大隔板采用 4 块剪板机剪切下料的薄板拼焊而成,尺寸误差为 ±8 mm,小隔板采用剪板机剪切下料,尺寸公差为 ±5 mm。为适应生产线的要求,现将大小隔板改为整体等离子切割下料,其精度为±1 mm。盖板每 10 000 mm 盖板下料产生的水平旁弯≤ 5mm,精度不高,但由于采用火焰切割,热变形难免,很难再提高其下料精度。
4 改进方案
(1)改变设计
改变现有设计,将主梁的下盖板由整块板(组焊成整块)改为 3块板,主梁两端改为 2块弯板,见图 11所示。
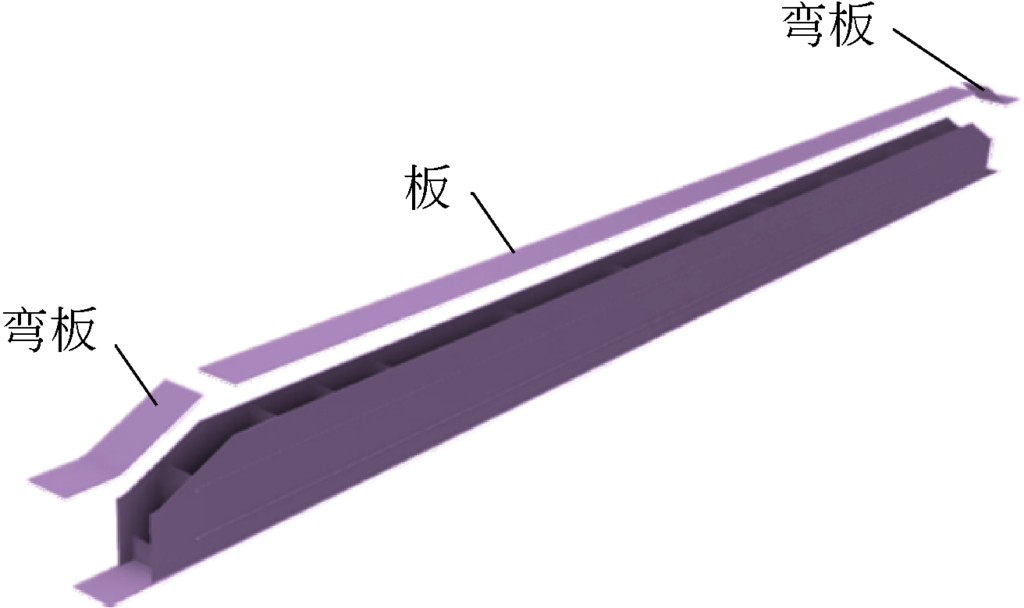
图 11 改变后的下盖板
将大隔板尺寸由原来距下盖板 10 mm 改为距下盖板50 mm;将主梁腹板上的纵向角钢放在主梁的外侧;下盖板增加腹板导向工艺角钢,如图 12 所示。
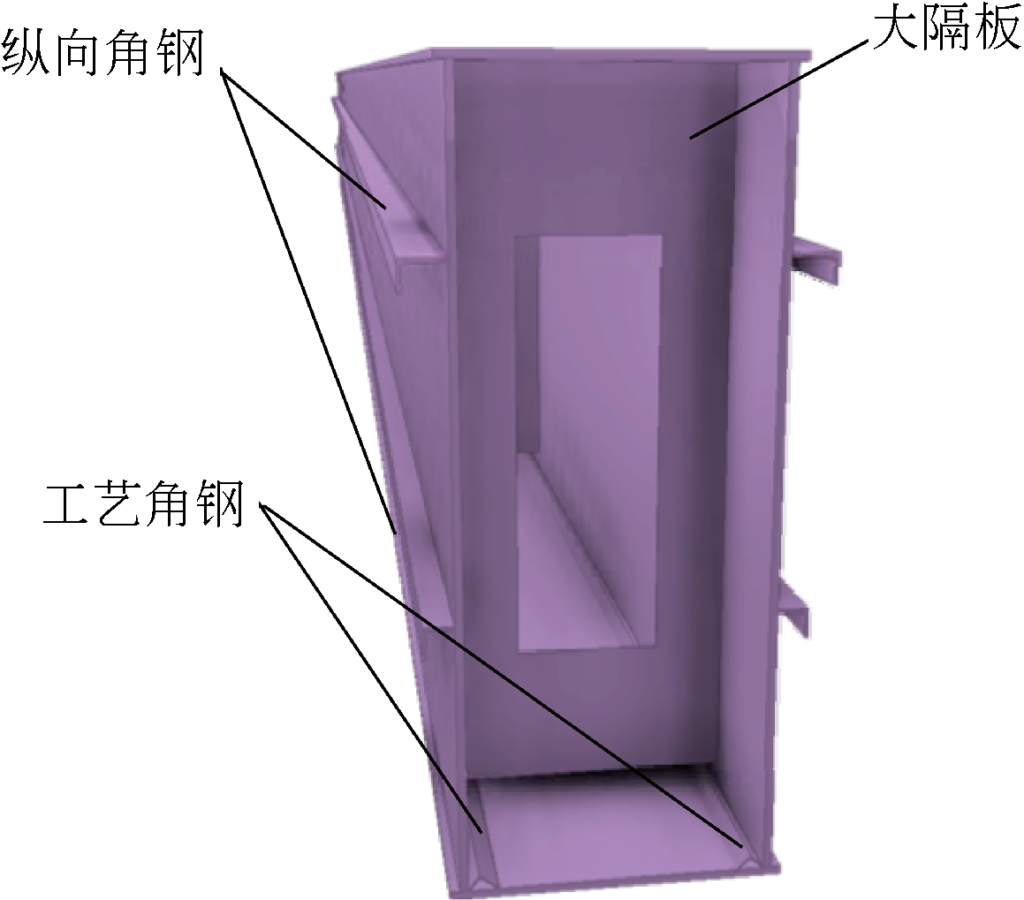
图 12 改变后的主梁截面
(2)改变工位任务
保留盖板拼焊工位,在该工位增加下盖板导向工艺角钢焊接工序;保留 π 形梁与下盖板组对工位;将筋板与上盖板组焊工位、腹板与上盖板及筋板组对工位、π形梁内缝焊接工位 3 个工位,合并成一个 π 形梁组焊工位;将腹板与角钢组焊工位、主梁四条外缝焊接工位合并成一个工位,成为主梁外缝焊接工位,成为 4 个工位。
(3)改变工艺
1)盖板拼焊工位 原要求采用焊接专机或焊接机器人焊接盖板对接焊缝,现要求采用焊接机器人进行焊接,同时在该工位焊接主梁下盖板导向用不等边角钢。
2)π 形梁组焊工位 将腹板吸附在变位机上,使腹板由柔性体变为刚性体。变位机移动到上盖板的上方,调整变位机使腹板长度中心线与盖板中心线重合后,变位机下降、下压使腹板与上盖板成 90°贴合、成拱,同时保证腹板与盖板边缘的距离满足设计要求,焊接机器人内侧点焊。搬运机器人以腹板长度中心为基准向主梁两端布置隔板。搬运机器人抓取隔板、运行到隔板焊接位置后,向下运行后隔板与上盖板接触,再向腹板侧运行,隔板与腹板触碰后停止,机器人点焊隔板与上盖板、腹板接触处。同样,另一侧的变位机将另一块腹板装配到位,焊接机器人内侧点焊。π 形梁组对后,焊接机器人焊接内焊缝。
3)π 形梁与下盖板组对工位 数控起重机吊起 π形梁,调整 π 形梁使 π 形梁长度中心线与下盖板长度中心线重合下落,通过下盖板上不等边角钢的导向,使腹板与下盖板贴合,机器人点焊。以下盖板两端为基准,仿形切割出主梁端部过渡部分,装配端部弯板,机器人点焊。
4)主梁外缝焊接工位 用机器人点焊腹板一侧纵向角钢,角钢不再制作拱度。以主梁长度中心线向主梁两侧焊接主梁与腹板两条纵向焊缝、角钢与腹板纵向焊缝、弯板与腹板焊缝,采用机器人焊接。翻转,焊接主梁另一侧的上述焊缝。焊接完成后,上盖板、弯板按主梁跨度需要切割定长。检测合格后的主梁吊离生产线。
5 结论
本文详细阐述了起重机主梁智能化制造的工序、工艺方法,及各工位的定位基准、组对方式(法)及精度、焊接方式(法)、物流方式及要求、翻转方式等内容,为进一步研究大型结构件的智能制造提供的重要的参考依据。尤其,提出的以改变设计、改变工位任务、改变工艺方法以适应智能制造的理念与方法,不仅打破了在传统制造工艺方法基础上的智能制造的思维定式,而且,使大型结构件采用智能制造的低成本化成为可能。

{kind=link}