
轮胎式集装箱龙门起重机堆场自动化改造工艺方案
天津港太平洋国际集装箱码头拥有码头岸线2300 m,共6个集装箱专业化泊位,可全天候接卸6艘10万t级集装箱船,设计靠泊能力15万t级,设计年通过能力400万TEU,后方布置8块堆场(编号A-H),主要装卸机械配有23台66 m-65 t集装箱装卸桥和58台电力轮胎式集装箱龙门起重机(以下简称E-RTG)。
随着自动驾驶技术、5G、人工智能、大数据分析、北斗定位系统等先进技术的发展,以及交通运输部印发《关于推动交通运输领域新型基础设施建设的指导意见》、《交通运输部关于推进港口转型升级的指导意见》、《关于建设世界一流港口的指导意见》,对智慧港口、绿色港口、碳达峰和碳平衡等政策的推近,集装箱码头自动化已成为我国集装箱码头建设和发展的必然趋势。
天津港集团先后进行了岸桥远程操控和轨道吊自动化的改造工作,这不仅仅是在自动化方面的尝试,也是为将来自动化的改造和建设积累经验。随着太平洋国际岸桥远程操控改造获得成功,为进一步扩大成果应用范围,降低生产过程中的人力成本,提高设备利用效率,通过对装卸设备的升级改造,优化投入产出比,从而提高企业竞争能力,天津港以太平洋国际集装箱码头为试点,实施了E-RTG集装箱堆场自动化改造工作,即天津港太平洋国际堆场自动化改造一期工程。
1、堆场自动化改造方案
目前E-RTG堆场的工艺布置为:跨距23.47 m,跨下布置6排箱加1条集装箱拖挂车(以下简称“集卡”)车道,E-RTG背靠背布置,堆码层数为“堆4过5”,集装箱堆箱间距400mm,车道侧两台E-RTG跑道中心线间距6.5m,采用低架滑触线进行供电,堆箱侧两台E-RTG跑道中心线间距4.0m,高杆灯所在区域的跑道间距为6.5m。
E-RTG设备自身的自动化改造主要包括电控系统升级、防碰撞保护技术、智能视频监控系统、定位及目标检测系统、远程及自动化操作系统、轮胎胎压监测系统、状态监测和管理系统、车辆信息识别系统、语音采集与声音频谱分析系统、箱号识别系统、光纤拖链系统、过场系统、吊具垂缆更换、防止垂缆出筐等自动化改造内容,且经核算,堆场既有跑道梁无法满足现有大机加高后增加的荷载,且存在较大的改造难度,故维持现有大机“堆4过5”的现状,本文不再具体研究,自动化改造后的E-RTG简称为ARTG。本文主要研究相比于传统作业模式下,集装箱堆场和E-RTG自动化改造后,自动化集装箱堆场及车道的工艺布置方案,共提出并研究了4个工艺方案。
1.1工艺方案1
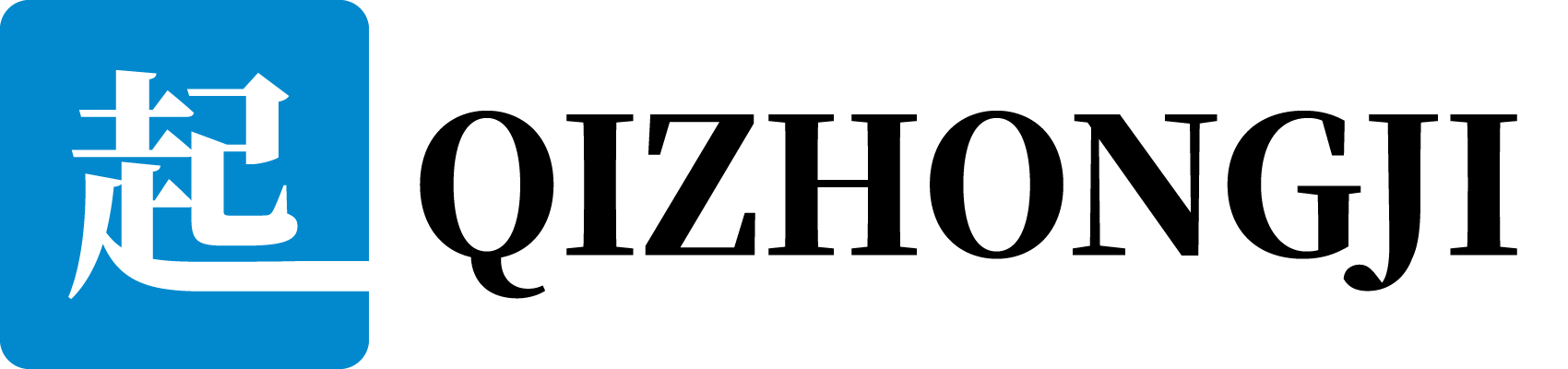
工艺方案1沿用既有工艺布置,采用“6+1”布置形式,见图1:在ARTG跨距内布置“6列集装箱+1条集卡作业车道”。该方案基本不改变堆场现有布置形式,且装卸作业跟现状生产组织保持一致,改造量最小。
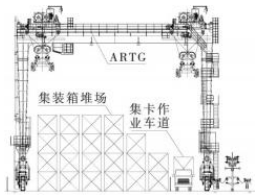

图1工艺方案1局部断面图
1.2工艺方案2
工艺方案2采用“5+2”布置形式,见图2:在ARTG跨距内布置“5列集装箱+1条集卡作业车道和1条超车道”。同时对上机梯、平台、电气室等进行改造,以增大ARTG跨内净宽度,保证集卡作业车道和超车道的净宽度不小于7 m,车道侧安全围栏与大机门腿外形安全间距不小于200 mm,非车道侧集装箱与大机门腿外形安全间距不小于600 mm。
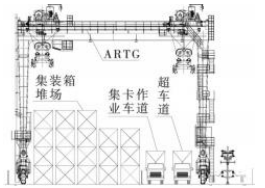
图2工艺方案2局部断面图
1.3工艺方案3
工艺方案3采用“1+5+1”布置形式,见图3:在ARTG跨距内布置“1条集卡作业车道+5列集装箱+1条集卡作业车道”。本方案在ARTG跨内箱区两侧分别布置1条集卡作业车道,可以实现内、外集卡作业分离,生产组织简单,但不能进行超车,且需要对上机梯、平台、电气室等进行改造,以增大ARTG跨内净宽度,改造量较大;同时,两个作业车道分别位于箱区两侧,需在双侧安装堆场道闸、RFID、集卡防吊起、集卡引导及定位系统、车辆信息识别系统等堆场自动化辅助设施设备,投资进一步加大。
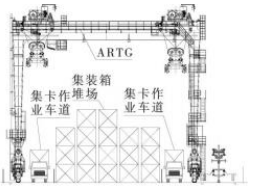
图3工艺方案3局部断面图
1.4工艺方案4
工艺方案4采用“4+2”布置形式,见图4:在ARTG跨距内布置“4列集装箱+1条集卡作业车道和1条超车道”。本方案不需要对大机机械结构进行改造,跨内车道宽度较宽,可进行超车作业,但相较于以上几种方案,本方案堆场容量大幅减少,堆场年周转能力大大降低。
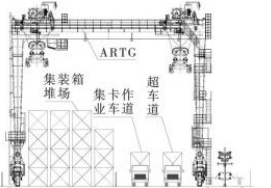
图4工艺方案4局部断面图
2、方案比选及问题分析
2.1方案比选
根据提出的4个工艺方案,从交通组织、作业安全性、业务组织、行车转弯、设备配置等方面进行比选。
1)交通组织方面
工艺方案1优点在于先进先出,交通组织简单;不存在集卡超车,避免产生信号的干扰或中断现象。缺点在于单车道,无超车道,内外集卡在同一条作业车道,易造成主干道交通堵塞;无法绕行超车,若集卡在箱区内发生突发情况无法行驶,将导致本条堆场通道不畅,无法顺利完成取装箱作业。
工艺方案2优点在于跨内同时布置作业车道及超车道,可有效缓解堵车压力。缺点在于作业车道、超车道之间无隔离,对集卡约束性差,若港外集卡未按规定限制性行驶作业,将导致本条堆场通道不畅,无法顺利完成取装箱作业。
工艺方案3优点在于港内、外集卡车道实现物理分离;不存在集卡超车,避免产生信号的干扰或中断现象。缺点在于港内、港外集卡作业车道均为单车道,无超车道,易造成交通堵塞;无法绕行超车,若集卡在箱区内发生突发情况无法行驶,将导致本条堆场通道不畅,无法顺利完成取装箱作业;箱区集卡进出口增加了1倍,交通指挥压力大,易出现进错车道现象。
工艺方案4优点在于跨内同时布置作业车道及超车道,可有效缓解堵车压力。
2)作业安全性方面
工艺方案1和工艺方案3优点在于不存在集卡超车,避免产生信号的干扰或中断现象,ARTG装卸作业安全性高。工艺方案2和工艺方案4优点在于跨内同时布置作业车道及超车道,靠近箱区为作业车道,ARTG与集卡融合装卸作业安全性较高。缺点在于集卡扫描系统、集卡防吊起系统需进行提升改造。
3)业务组织方面
工艺方案1和现状一致,业务组织相对简单。工艺方案2和工艺方案4与现状接近,业务组织相对简单。工艺方案3需重新安排业务组织。
4)行车转弯方面
工艺方案1和工艺方案3对于主干道进入单车道,司机操作难度加大。工艺方案2和工艺方案4车道入口较宽,集卡转弯可借用车道,行车方便,司机操作难度较低。
5)设备配置方面
各个工艺方案均需在单侧安装堆场道闸、RFID,集卡防吊起、集卡引导及定位系统、车辆信息识别系统等。工艺方案2还须将ARTG跨内净距加宽,改造量大。工艺方案3除了须将ARTG跨内净距加宽外,还须在双侧安装堆场道闸、RFID,集卡防吊起、集卡引导及定位系统、车辆信息识别系统等,设备投资高。
2.2问题分析与方案的确定
从以上工艺方案及比选分析来看,对于传统集装箱码头,采用E-RTG作为堆场装卸作业设备,其自动化改造存在以下几点问题:
1)自动化改造前生产作业均为人工操作,作业模式简单灵活;自动化改造后,考虑安全生产因素,需对堆场箱区、作业车道进行物理隔离,一定程度上造成生产作业的局限性;
2)堆场自动化改造后,若继续沿用改造前“6+1”的布置形式,则在设置箱区安全围栏后,堆场内没有超车道,同一箱区内作业需等待,若集卡在车道内产生故障,对生产作业影响较大;
3)若采用“5+2”的布置形式,则较改造前损失1/6的地面箱位数,堆场容量损失较大,而且为了满足跨内车道净宽要求,需对大机本体进行局部改造,改造量较大,投资较高;
4)若采用“1+5+1”的布置形式,可实现内、外集卡的分离作业,但同样损失了1/6的地面箱位数,且箱区内也没有超车道,同时需在同一箱区两侧设置道闸设备,进一步提高了投资;
5)若采用“4+2”的布置形式,虽然跨内布置有作业车道及超车道,也无需对大机本体进行改造,但较改造前损失1/3的地面箱位数,对堆场周转能力影响较大。
本项目采用了“5+2”的布置形式作为实施方案,虽然损失了地面箱位,且ARTG改造量较大,但其作业车流组织更加灵活,便于生产组织管理。
3、改造效果分析
3.1关键技术的突破及成果
太平洋国际四绳轮胎吊升级改造项目在行业内重点突破了诸多业内面临的关键技术难点,取得了诸多技术创新成果:四绳轮胎吊防摇防扭、内集卡全自动抓放箱、堆场内自动开底、轮胎吊大车定位、集卡信息采集识别、综合安全防护等关键技术以及“5+2”堆场布置下的堆场调度管理系统(BMS)开发和应用,大大提升了自动化改造后的作业效率、安全性及稳定性。后续还将进一步突破四绳轮胎吊自动化双箱技术,来进一步满足自动化作业的需求。
3.2作业效率
ARTG改造后,目前14台ARTG全部为单箱场桥,数据基于作业40尺大柜统计。全部投入生产测试,自动化场桥与人工场桥作业效率对比如表1。
表1自动化与人工场桥作业效率对比表
| 项目 | 海运侧 | 陆运侧 | 本贝翻到箱 |
| /Moves·h-1 | /Moves·h-1 | /Moves·h-1 | |
| E-RTG(人工) | 20 | 15 | 32 |
| ARTG(自动) | 18 | 14 | 30 |
自动化场桥在单机峰值效率上与人工场桥相比不占优势,但在作业稳定性和运行时长上优势比较明显,交接班时间短,甚至无缝交接,自动化场桥可以24小时不间断作业,所以自动化场桥作业时长比人工要长。堆场自动化改造后作业工艺、作业策划、生产组织等方面与人工有很大区别,目前影响效率的因素除了单机以外,主要还有系统,生产工艺、生产组织等因素。后续重点可在生产工艺和生产组织两个方面继续提升作业效率。
3.3生产安全性提高
一期改造了14台场桥+16块堆场,改造后场地平整度更高,集卡运行更加稳定。项目采用多种安全防护技术等手段,例如:防碰撞、防吊起、防吊具倾斜、防砸车头、低底锁检测、防擦箱、防箱门打开、大车防撞等22项保护功能,减少了人为主观因素造成的操作失误事故,极大地提高了生产作业的安全保障性。
3.4经济效益评价
经统计,自动化场桥作业效率已初步达到目标效率,且14台场桥司机数量节约了3/4,节约人力成本约256万元/年,远控司机操作熟练度也明显增加,作业效率也在持续提高。此外,设备运行成本也进一步减少,包括生产安全保障性提高等方面都达到了预期效果,例如按14台场桥投入使用至今统计,实心胎轮胎运行良好,相比于之前工艺,节约投资约50万元;节约能源约26万元/年;节约隐形及显性安全费用约130万元/年。基于此,如果一期全部场桥投产运营,节约的成本是十分可观的。
项目的实施进一步实现了集装箱码头以最合理的投入达到最大的产出,从而提高企业的综合竞争能力。改造后的自动化场桥技术先进,可实现堆场内及内集卡全自动作业,系统通过流程优化及过程控制,实现效率的最优化,并产生良好了的经济效益,同时对当地政府的财政收入和税收起到积极作用。
3.5社会效益评价
项目的实施是传统集装箱码头提升综合效率的必要支撑,是港口高质量发展的必然趋势,是交通强国建设的重要一环。我国作为轮胎式集装箱龙门起重机的使用大国,ARTG技术改造的探索与应用是我国自动化港区改造的重要发展方向,随着堆场的自动化改造逐步由局部改造向整体改造迈进,规模经济、协同作业、资源统筹等优势将逐渐凸显。本项目的外部效果显著,企业可以获得良好的社会效益,同时改善了工作环境,提高了当地人民生活水平。
3.6项目可持续评价
交通运输是国民经济和社会发展的基础性、先导性产业和服务性行业,目前,中国社会总物流费用仍占据年均GDP的15%左右,与欧美发达国家8%左右的水平,仍有较大差距。港口物流业作为提升国民经济运行质量和效率的重要战略性产业,拥有发展智能化、自动化经济的场景和条件,港口智能化改造可提高港口物流业运行效率和现代化水平,是我国物流业降费增效,激发经济发展新动能的重要举措,是我国交通强国、航运强国建设的必然要求。我国作为轮胎式集装箱龙门起重机的使用大国,ARTG技术改造的探索与应用是我国自动化港区改造的重要发展方向。
就天津港而言,对传统集装箱码头进行自动化改造是天津港加快建设世界一流港口的具体实践。对于生产企业,随着公司业务的发展,未来集装箱吞吐量将进一步增长,司机的紧缺问题将愈加突出,从而限制企业的生产能力,自动化改造是缓解用工难问题的有效举措。本项目的建设是天津港实现可持续发展、高质量发展的必经之路。随着传统集装箱堆场的自动化改造逐步由局部改造向整体改造迈进,规模经济、协同作业、资源统筹等优势将逐渐凸显。
4、结语
天津港太平洋国际堆场自动化改造一期工程,为全球首个成规模完成四绳轮胎吊全自动化改造并投入正式生产运营的项目,在关键技术上取得诸多突破,目前已经初具效果,ARTG自动化改获得圆满成功,生产调度实现智能化作业,不仅大幅度提高了设备利用率,在司机人数一定的条件下增加了场桥的场地覆盖率,有利于生产计划安排和调度,也加强了场地资源的有效统筹,在分区域打散的基础上提升场地周转率。根据14台ARTG的运营数据,改造成果满足既定目标,具有良好的社会效益以及经济效益,项目质量、安全、投资等目标全部实现。本项目的成功实施为继续实施堆场自动化改造二期工程奠定了基础,具有持续发展能力。

{kind=link}